The post How to Save 3D Printing Costs Through Smart Design Choices appeared first on IN3DTEC | Prototyping & On-demand manufacturing services.
]]>3D printing has revolutionized manufacturing, allowing creators to turn digital designs into physical objects with ease. However, the cost of 3D printing can add up quickly, especially for complex or high-volume projects. Fortunately, strategic design choices can significantly reduce these costs. Here are some tips from our printing team on how to save on 3D printing expenses by optimizing your designs.
1. Optimize Your Design for Material Usage
. Hollow Out Your Models
– Why: Reducing the amount of material used can drastically cut costs.
– How: Use software tools to hollow out solid parts, leaving enough wall thickness to maintain structural integrity.
– Recommended wall thickness: SLA resins for 2.5mm minimum, SLS nylons between 2mm to 5mm, SLM metals for 1.2mm minimum, FDM Plastics 1.2mm minimum.
. Use Infill Wisely-Ideal for FDM 3D Printing only

– Why: The density of the infill impacts both material use and print time.
– How: Choose a lower infill density for non-structural parts. A 20-30% infill is often sufficient for most applications, striking a balance between strength and material savings.
2. Minimize Supports and Overhangs
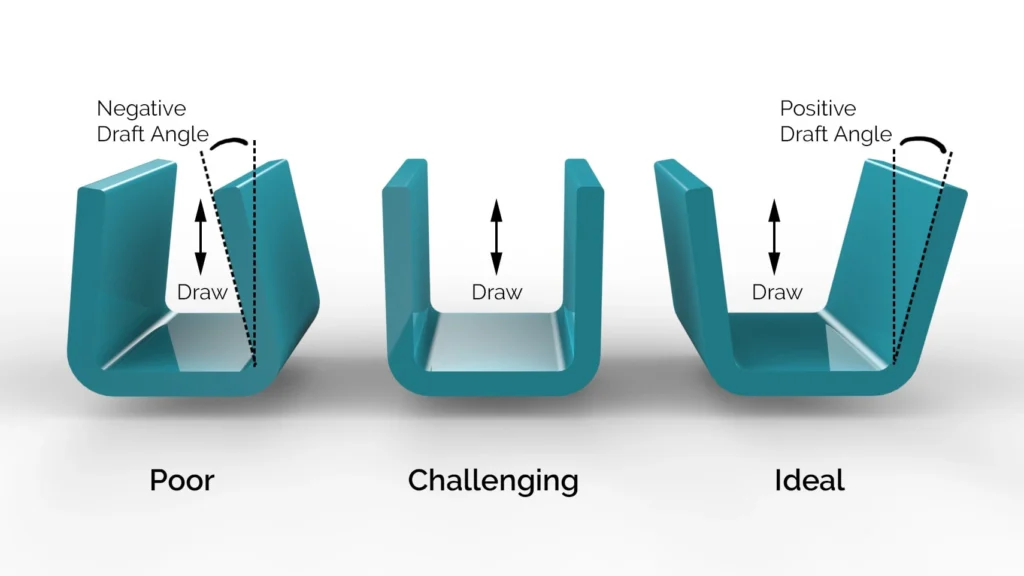
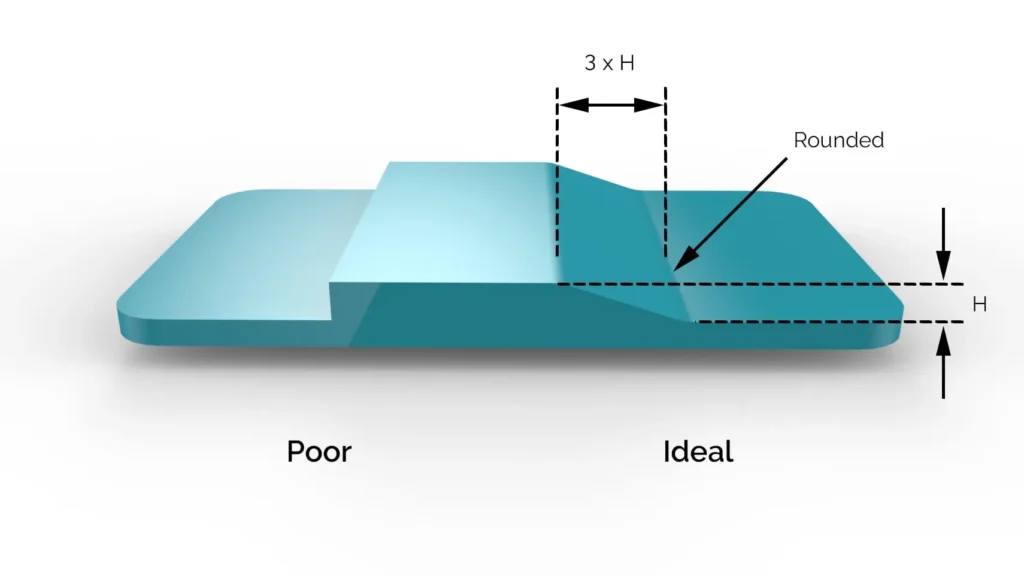
. Design with Self-Supporting Angles
– Why: Supports add to material costs and require additional post-processing.
– How: Design parts with overhang angles greater than 45 degrees to minimize the need for supports. Integrate features like chamfers or fillets to support overhangs.
. Split Complex Models
– Why: Large, intricate parts may require a lot of supports.
– How: Break down complex models into simpler parts that can be printed without supports and then assembled post-printing.
3. Choose the Right Material
. Consider Cost-Effective Filaments
– Why: Different materials vary greatly in cost.
– How: For prototyping and non-functional parts, opt for cheaper materials like PLA instead of more expensive options like ABS or PETG. Get instant 3D Printing quote in different materials from this link.
. Leverage Material Properties
– Why: Some materials offer better properties that might reduce the need for additional design features.
– How:Use flexible materials for parts that require bending, or durable materials for high-stress components to avoid over-engineering your design.
4. Optimize Print Settings
. Layer Height Adjustments
– Why: Thicker layers mean fewer layers to print, saving time and material.
– How: Increase the layer height for parts where fine detail is not critical. For example, use a 0.2mm layer height instead of 0.1mm.
-Example: In MJF printing, there are two different options, the fast mode and balanced printing mode. The last one results in high quality parts with much better smoothness. In FDM printing, the biggest nozzle diameter is 1.0mm, which means that it can print same parts with shortest time.
. Print Speed and Temperature
-Why: Optimized print speeds and temperatures can reduce time and material waste.
– How: Calibrate your printer settings to ensure efficient material use without compromising print quality.
5. Design for Assembly
. Modular Design
– Why:Smaller parts can be printed faster and with less material.
– How: Design your model in modular components that can be easily assembled post-printing.
. Use Fasteners and Snap Fits
– Why: Reducing the need for large, solid components cuts down on material usage.
– How:Incorporate features like snap fits or design your parts to be joined using fasteners rather than printing large, monolithic pieces.
6. Leverage Advanced Software Tools
. Utilize Slicing Software Features
– Why: Modern slicing software offers numerous settings to optimize prints.
– How: Explore options such as variable layer height, adaptive infill, and support structure optimization to reduce material use and print time. Tree support is recommended for most of the parts.
-Recommended software: Let’s say FDM 3D Printing, using software such as Prusa Slicer, Cura, Simplify3d, Bambu studio, OrcaSlicer
. Use Simulation and Analysis Tools
– Why: Understanding how your design performs under stress can prevent over-designing.
– How: Use simulation tools to analyze the load-bearing capacity of your design and adjust accordingly to use less material without sacrificing strength.
Conclusion
By making informed design choices, you can significantly reduce the cost of 3D printing. Focus on material efficiency, minimize the need for supports, choose the right materials, optimize your print settings, design for assembly, and leverage advanced software tools. These strategies not only help in saving costs but also contribute to faster production times and better overall print quality. Happy printing!
Feel free to reach out [email protected]if you have any questions or need further assistance with your 3D printing projects.
The post How to Save 3D Printing Costs Through Smart Design Choices appeared first on IN3DTEC | Prototyping & On-demand manufacturing services.
]]>The post Exploring Different Types of Springs and Their Applications appeared first on IN3DTEC | Prototyping & On-demand manufacturing services.
]]>Introduction:
Springs are versatile mechanical devices that store and release mechanical energy, making them essential components in various industries and applications. From simple coil springs to complex torsion springs, each type serves a specific purpose. In this blog, we will delve into the different types of springs and explore their wide-ranging applications.
1.Coil Springs:
Coil springs are the most common type of springs, consisting of a helical coil shape. They can be further classified into compression springs, extension springs, and torsion springs. Compression springs absorb and store energy when compressed and are widely used in automotive suspension systems, industrial machinery, and consumer products. Extension springs, on the other hand, expand and store energy when pulled, making them suitable for garage doors, trampolines, and various mechanical systems. Torsion springs apply torque and are commonly found in clothespins, vehicle suspension systems, and even mousetraps.

2.Leaf Springs:
Leaf springs are made up of multiple layers of curved metal strips, or leaves, bound together. They provide suspension support and are commonly used in vehicles such as trucks, trailers, and some passenger cars. Leaf springs offer excellent load-carrying capacity and stability, making them ideal for heavy-duty applications.

3.Constant Force Springs:
Constant force springs are a unique type of spring that provides a constant force throughout their range of motion. They are often used in applications that require a smooth and consistent force, such as retractable tape measures, window blinds, and counterbalance mechanisms.

4.Belleville Springs:
Belleville springs, also known as disc springs or conical springs, are conically shaped and provide high spring loads in confined spaces. They are widely utilized in pressure relief valves, bolted connections, and disk brakes, where their ability to handle high loads and maintain consistent pressure is crucial.

5.Wave Springs:
Wave springs are flat or coiled springs that are designed with a wave-like shape. They offer a compact and lightweight solution for applications with limited space. Wave springs are commonly used in aerospace, medical devices, and precision equipment, where their low spring rates and precise load requirements are advantageous.

6.Gas Springs:
Gas springs, also known as gas struts or gas lifts, are filled with compressed gas and are used for controlled lifting, lowering, and damping motions. They are commonly found in office chairs, automotive hatches, hospital beds, and industrial machinery, providing smooth and controlled movement.

7.Die Springs:
Die springs are heavy-duty compression springs specifically designed for high-stress applications, such as stamping and metal-forming dies. They are known for their durability, reliability, and ability to withstand repetitive loads, making them critical in industrial manufacturing processes.

8.Clock Springs:
Clock springs, also known as power springs, are spiral-shaped springs used in applications that require rotational energy storage and release. They are commonly found in mechanical clocks, watches, and spring-driven devices. Clock springs provide the necessary force to wind up the mechanism and release it gradually to power the timekeeping mechanism.

9.Volute Springs:
Volute springs are unique spiral springs with a conical shape and varying pitch. They are used in applications that require high force and limited space, such as in electrical switches, safety valves, and clutch mechanisms. Volute springs provide a high amount of force in a compact design, making them suitable for applications where space is a constraint.

10. Torsion Bar Springs:
Torsion bar springs, also known as torsion bars, are long, straight bars designed to resist twisting forces. They are commonly used in vehicle suspension systems to provide stability and control. Torsion bar springs absorb and distribute the forces generated during vehicle movement, helping to maintain a smooth ride.

Conclusion:
Springs play a vital role in numerous industries and applications, providing mechanical support, control, and energy storage. Understanding the different types of springs and their applications is essential for engineers, designers, and anyone working with mechanical systems. Whether it’s the compression springs in your car’s suspension, the leaf springs supporting heavy loads, or the gas springs providing smooth motion, each type of spring serves a specific purpose, contributing to the efficiency and functionality of countless products and systems.
The post Exploring Different Types of Springs and Their Applications appeared first on IN3DTEC | Prototyping & On-demand manufacturing services.
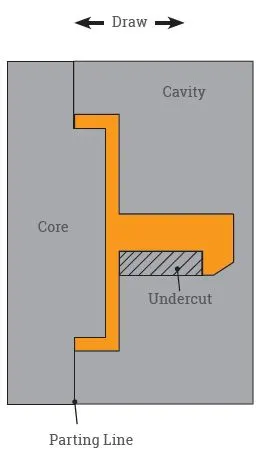
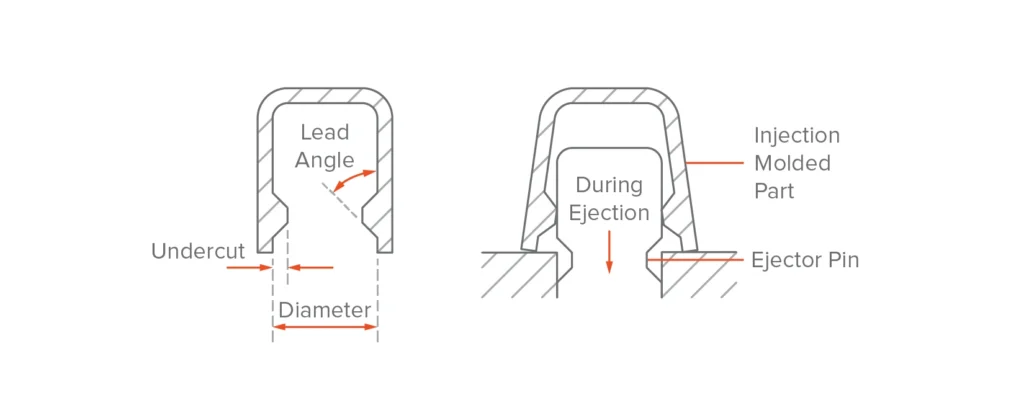
]]>The post Design guide for injection molding appeared first on IN3DTEC | Prototyping & On-demand manufacturing services.
]]>
The post Design guide for injection molding appeared first on IN3DTEC | Prototyping & On-demand manufacturing services.
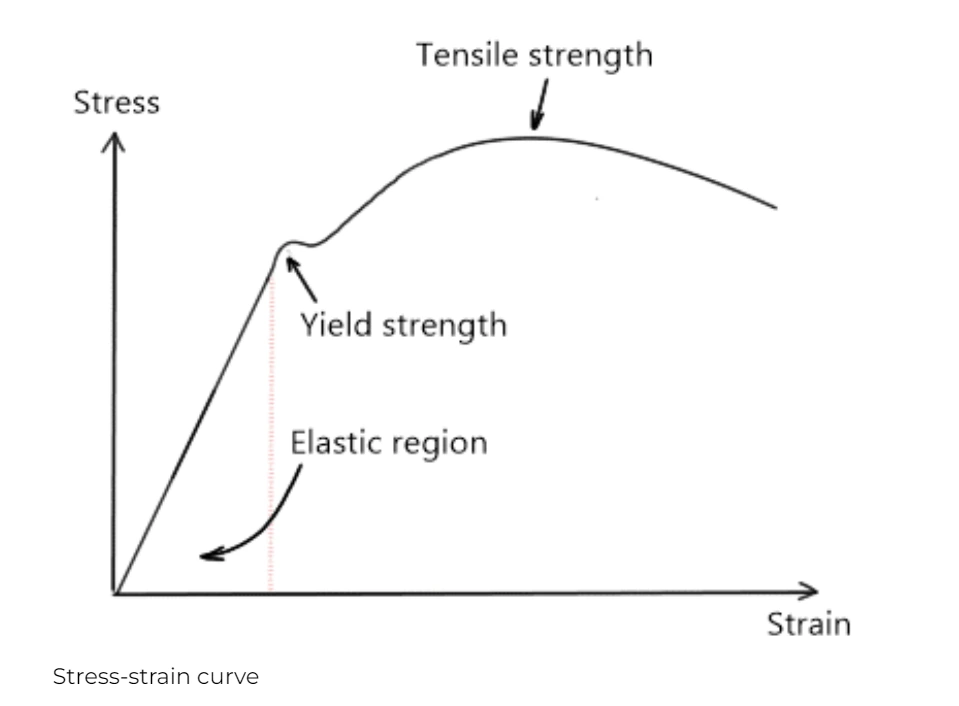
]]>The post Mechanical Properties Every Design Engineer Should Know appeared first on IN3DTEC | Prototyping & On-demand manufacturing services.
]]>
The post Mechanical Properties Every Design Engineer Should Know appeared first on IN3DTEC | Prototyping & On-demand manufacturing services.
]]>